수요처 및 권리현황
적용처
출원(등록)번호
비고
2013-0157821
한국
기술 수요
발명의 명칭
· 가스터빈 엔진 제조 社
· 터빈 블리스크 제조 社
· 가스터빈 디스크
· 금속 케이싱류
· 펌프 임펠러 등
쾌속조형법을 이용한 메탈코어
제작 및 이를 이용한 열간 정수압
성형을 통한 정밀부품 제작 방법 및
이를 이용한 액체로켓 터보펌프
구동용 터진 블리스크
기술수준
□ 기술개념확립
□ 연구실환경검증
■ 시제품제작
□ 실제환경검증
□ 신뢰성평가
□ 상용품 제작
□ 사업화
시장전망
* ’10년 가스터빈 시장 규모는
약 300~400억 달러로 추정
* 산업용 가스터빈은 전체
가스터빈 시장의 약 40%를
차지
기술문의
주 연구원
한국항공우주연구원 성과확산실
조문희 선임, 김일태 선임
042-860-2272, 042-870-3673
moonyxp@kari.re.kr
magickit@kari.re.kr
윤석환 박사
개발현황
기술내용
수요처
추가기술정보
권리현황
2013.12.18 국내 특허출원 완료(현재 등록 진행 중)
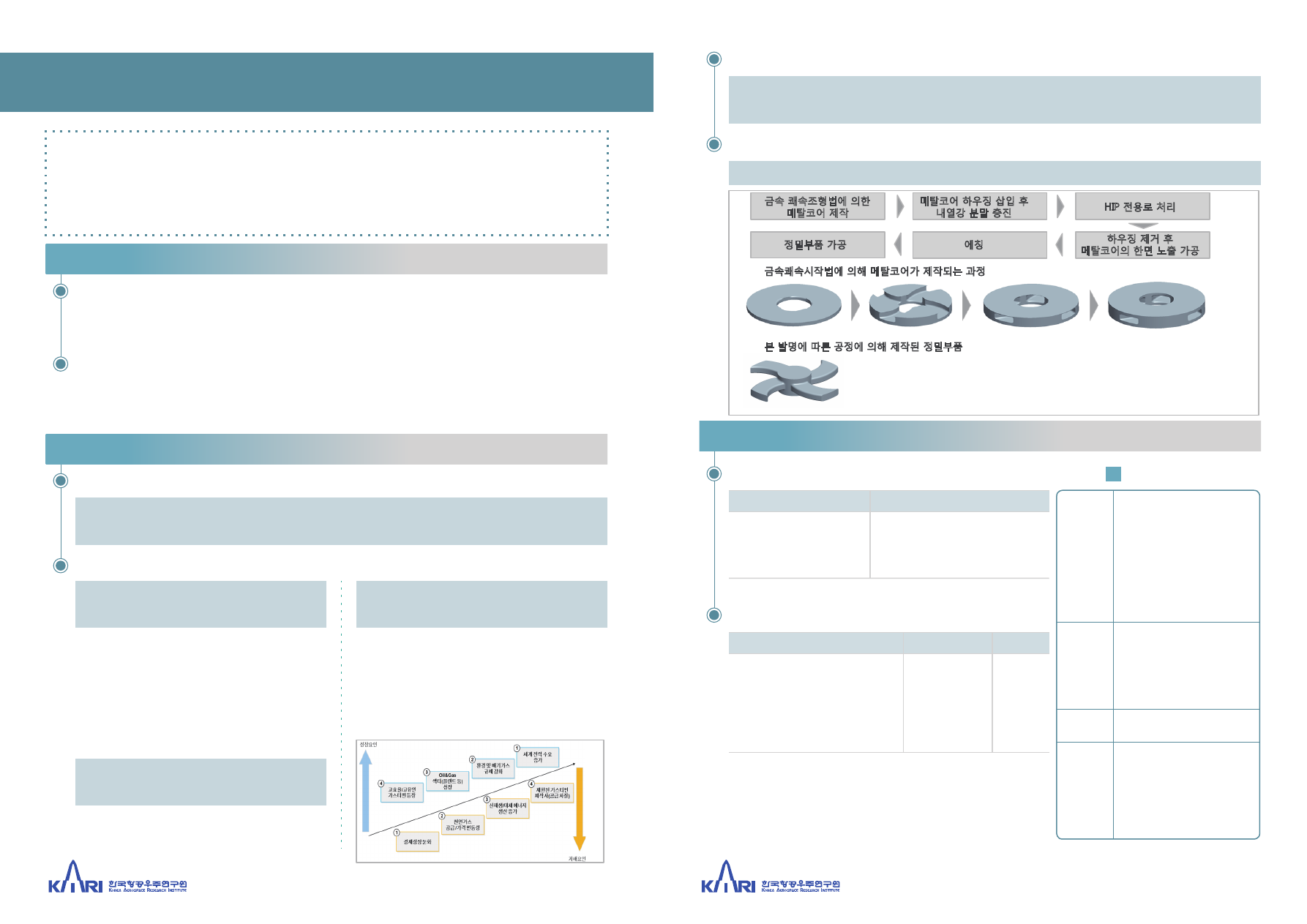
쾌속조형법을 이용한 메탈코어 제작 및 이를 이용한 열간 정수압 성형을 통한 정밀부품 제작 방법
금속쾌속시작법에 의해 메탈코어가 제작되는 과정
금속 쾌속조형법에 의한
메탈코어 제작
메탈코어 하우징 삽입 후
내열강 분말 충진
HIP 전용로 처리
하우징 제거 후
메탈코어의 한면 노출 가공
에칭
정밀부품 가공
본 발명에 따른 공정에 의해 제작된 정밀부품
복잡한 터빈 블리스크를 제작하기 위해 메탈코어를 금속 RP로 제작하는 것이 핵심
터빈 블리스크와 같은 복잡한 형상의 제작에 사용되는 메탈코어는 일체형으로
손쉽게 제작 가능
쾌속조형법을 이용한 메탈코어 및 열간 정수압 성형(HIP)을
통한 액체로켓 터보펌프 구동용 터빈 블리스크(blisk)
기/술/개/요
항공우주분야의 가스터빈 디스크뿐만 아니라 내부에 복잡한 형상을 가진 금속 케이싱류,
펌프 임펠러 등의 제조에 적용이 가능한 쾌속조형법을 이용한 메탈코어 제작 및 이를
이용한 열간 정수압 성형을 통한 정밀부품 제작 방법 및 이를 이용한 액체로켓 터보펌프
구동용 터빈 블리스크 기술
기존 기술의 문제점
차별성 및 효과
차별성
기술적 효과
경제적 효과
쾌속조형법(Metal Rapid Prototyping; Rapid Tooling)을 이용한 메탈코어 제작
열간 정수압 성형(HIP : Hot Isostatic Press)을 통한 정밀부품 제작
소재 및 형상의 제약 無
가스터빈 엔진 외 다양한 분야로 확장 가능
• 분말로 만들 경우 어떠한 금속 재료도 사용 가능
하고, 내열강 분말과 HIP공정을 이용하면 터빈
소재 선택의 폭이 증가함
• 기존의 절삭개념이 아닌 적층 개념으로 매우 복잡한
형상도 한 파트로 제작하여 적용이 가능하며, 형상의
제약이 거의 없음
부품의 신뢰성 증가
• 쾌속조형법을 이용한 형상은 코어로 소모되어
제거되고, 안정된 공정인 HIP를 이용한 형상만
남게 되어 미세 용융 및 적층에 따른 내부 결함과
잔유 응력 분포, 변형 등의 문제를 해결 가능함
<풍력 발전 효율 비교>
• 가스터빈 디스크 뿐만 아니라 금속 케이싱류,
펌프 임펠러 등의 분야에 적용 가능하여 다양한
파급효과 기대
• 가스터빈 엔진은 민수/군수 항공분야에서 광범위
하게 사용되는 추진시스템으로, 산업/발전용으로
널리 활용되어 그 중요성이 증가하고 있음
디스크 가공시 블레이드(슈라우드 포함)를 따로 가공하며, 가공된 디스크에
블레이드를 삽입
- 디스크와 블레이드의 소재를 다르게 사용할 수는 있으나, 블레이드의 개별진동문제와
블레이드 삽입부의 구조/피로 문제 뿐만 아니라, 비용이 고가임
디스크에 방전가공 및 기계가공으로 블레이드 형상을 가공 후 슈라우드 띠를
가공하여 용접 및 브레이징 등을 이용하여 접합
- 구조적으로 비교적 안정적이나 슈라우드 띠를 접합하기 위한 공정이 복잡하고 접합
결함이 발생할 수 있음
- 33 -
- 34 -
