항공우주산업기술동향 16권1호 (2018) pp. 111~117
http://library.kari.re.kr
에서 보실 수 있습니다.
기술동향
볼트 풀림 방지 기술 동향
유재한*1)
Technology Trend of Bolt Locking Methods
Yoo, Jaehan*
ABSTRACT
Bolted joints are loosen due to vibration, which can leads to catastrophic structural failures. So bolt
locking methods are essential for aerospace industry that needs high reliability. In this study various
methods widely used are reviewed for bolt locking. The methods using nuts include split beam locknut,
deformed thread nut, tapered thread nut, nylok pellet, lock collar, castle nut, jam nut and serrated nut. The
methods using washers include spring washer and serrated washer. Also, the methods using insert, lock
wiring and anaerobic adhesive are also investigated.
초 록
볼트 연결은 진동에 의해 풀리게 되며 이는 치명적인 구조적 파괴를 일으키기도 한다. 높은 신뢰성이 요구되
는 항공우주 분야에서는 볼트 풀림 방지 기술의 적용은 필수적이다. 여기서는 볼트 풀림 방지를 위한 다양한
방법에 대해 조사하였다. 너트를 이용한 방식으로 분할 보 락 너트, 변형 나사산 너트, 경사 나사산 너트, 나이
록 펠렛, 락 칼라, 캐슬 너트, 잼너트, 톱니면 너트 등을 조사하였다. 와셔를 이용한 방식으로는 여러 형태의 스
프링 와셔와 톱니형 와셔에 대해 조사하였다. 또한 인서트, 락와이어 및 접착제를 이용한 방법도 조사하였다.
Key Words : Bolt Locking (볼트 풀림 방지), Locknut (락너트), Nylok (나이록), Jam Nut (잼너트), Spring
Washer (스프링 와셔), Lockwire (락와이어), Anaerobic Adhesive (혐기성 접착제)
* 유재한, 한국항공우주연구원, 한국형발사체개발사업본부 발사체엔진팀
tonup@kari.re.kr
112
유재한 / 항공우주산업기술동향 16/1 (2018) pp. 111~117
1. 서론
항공우주 분야에서는 용접과 더불어 나사산을 이
용한 체결 방식이 많이 사용된다. 볼트를 조인 후에 즉
시 풀게 되면 조임 토크 보다 낮은 토크에서 볼트가 풀
리며 조인 후 하루 정도 지나면 볼트 풀림 토크가 변하
기도 한다. 또한 볼트가 조여진 채로 장시간 사용되어
부식 혹은 오염이 되면 풀림 토크가 증가하기도 하며
운용 중 환경 변화가 극심한 경우에는 풀림 토크는 크
게 바뀌기도 한다[1].
또한 볼트 체결부는 충격이나 진동으로 인해 체결
이 풀리기도 한다. 이 경우 구조물의 파손이 발생하거
나 기밀이 필요한 부위에서는 누설이 발생하여 폭발
이 발생할 수 있다. 따라서 높은 신뢰성이 요구되는 항
공우주분야에서는 풀림 방지를 위한 장치가 반드시
적용된다. 여기서는 볼트 풀림 방지를 위한 다양한 방
법에 대해 조사하였다. 단, 여기서 조사된 풀림 방지
방법 이외에도 다양한 상용품들과 풀림 방지 평가 방
법이 있다.
참고로 풀림 방지를 위한 평가를 위해 널리 알려진
시험으로는 DIN 65151 규격의 융커 (Junker) 시험이
있다. 이 시험은 <그림 1>과 같이 전단 진동
(transverse vibration) 환경에서 볼트 축력을 측정하
여 볼트 풀림을 평가한다. 이 방법 이외에도 풀림 방지
너트에 대한 규격인 NAS (national aerospace
standard) 3350 에서 언급되는 NASM 1312-7 시험 방
법도 있다. 이 방법은 MIL-STD-1312-7A 규격과 동일
한 방법으로 진동 중에 충격 하중이 주기적으로 가해
진다.
그림 1. 융커 시험기 [2]
2. 풀림 방지 기술
2.1 너트를 이용한 방식
<그림 2>의 분할 보 락너트 (split beam locknut)
는 너트 끝단에 슬롯 (slot)이 있으며 이 부위에서 상대
적으로 나사산 직경이 줄어들고 슬롯 부위 나사산 전
에는 토크 없이 조여진다. 조임 과정에서 너트를 변형
시키며 슬롯 부위 나사산에서 강한 마찰력이 발생하
여 풀림방지가 된다.
그림 2. 분할 보 락 너트 [3]
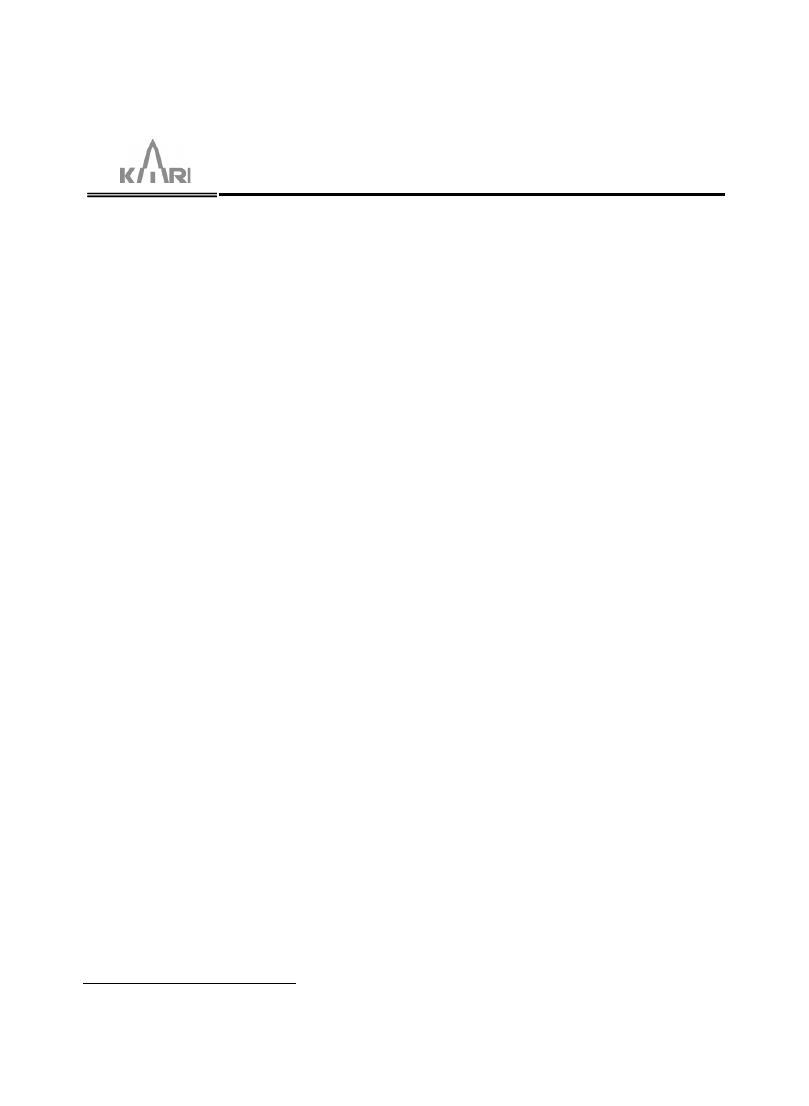
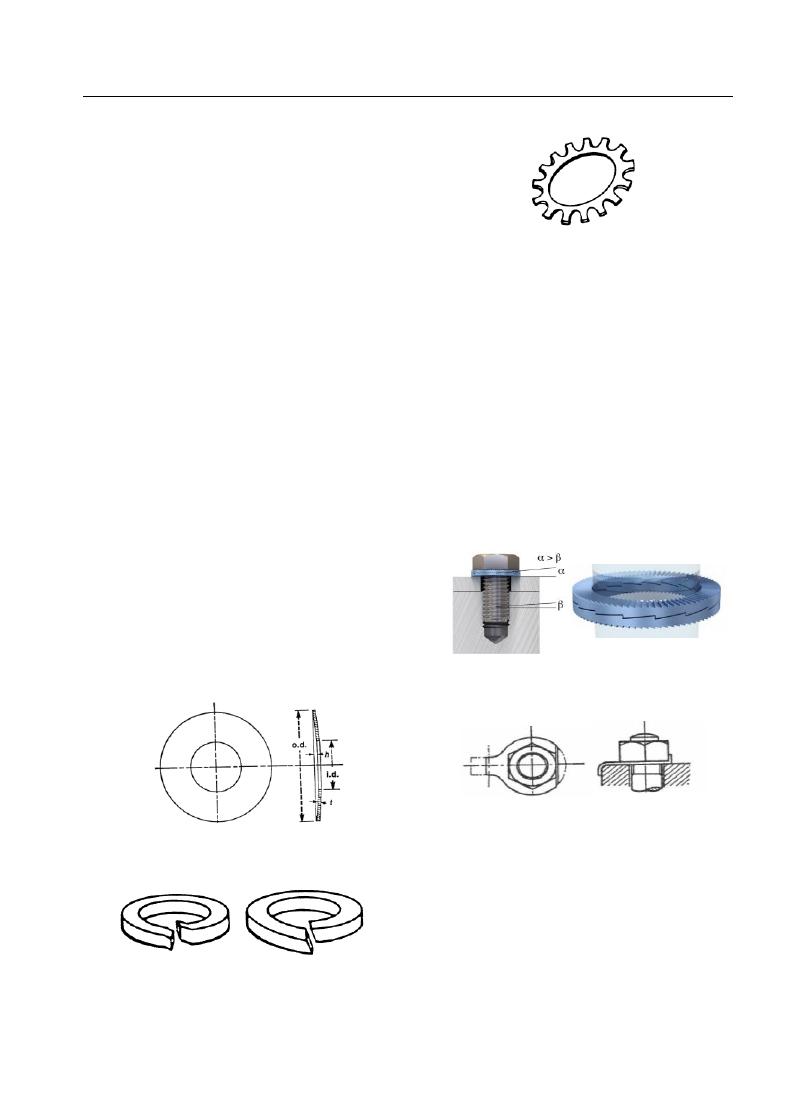
<그림 3>의 변형 나사산 너트 (deformed thread
nut) 는 항공우주 분야에서 많이 사용된다. 조립 전에
너트가 타원의 단면을 가지며 조립되면 너트가 변형
되어 볼트와 동일한 원형 단면을 가져 풀림 방지 기능
을 한다. 너트 분해 후에는 조립 전의 단면 형상으로
복귀된다.
그림 3. 변형 나사산 너트 [4]
<그림 4>의 경사 나사산 너트 (tapered thread nut)
는 마지막 나사산 셋 혹은 넷의 종직경 (minor
diameter)에 경사를 주어 풀림방지를 하는 방식이다.
유재한 / 항공우주산업기술동향 16/1 (2018) pp. 111~117
113
조임 과정에서 나사산에 변형이 생겨 일반적으로 반
영구적인 설치에 사용된다.
변형 나사산 너트, 분할 보 락너트나 경사 나사산
너트는 모두 너트의 변형으로 나사산에 강한 마찰력
을 발생시켜 풀림을 방지하는 구조이다.
그림 4. 경사 나사산 [4]
<그림 5>와 같이 나사산에 적용되는 나이록 펠렛
(nylok pellet) 은 볼트의 나사산이 나이론 재질의 펠
렛과 닿게 되면 해당부위의 압축에 의해 풀림방지가
된다. 이 방법은 사용 온도가 최고 약 120 °C이며 분해
조립 시에 펠렛이 쉽게 손상되는 단점이 있다.
그림 5. 나이록 펠렛 [4,5]
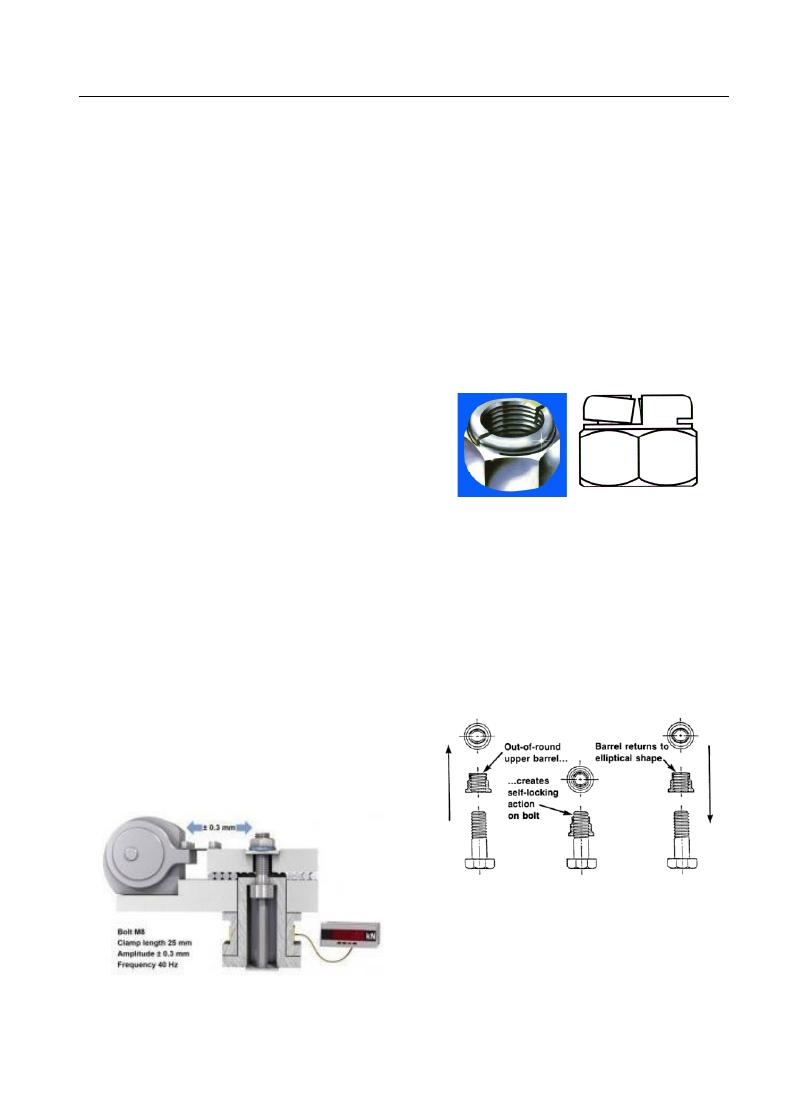
<그림 6>과 같이 락 칼라 (locking collar)는 너트 끝
단에 나이론 칼라를 삽입하면 칼라와 볼트 나사산이
억지끼워맞춤 (interference fit)에 의해 조여져 풀림 방
지가 된다. 경우에 따라서는 칼라 적용 부위에 기밀 기
능이 생기기도 한다. 나이록 펠렛과 마찬가지로 최대
사용 온도가 120 °C부근인 단점이 있다.
플라스틱 재질 보다 사용온도가 높은 금속 마찰링
을 이용하는 <그림 7>과 같은 방식도 있다. 마찰링이
나사산에 접촉하면 스프링 작용으로 나사산 사이에
압축력이 작용하여 마찰력을 높이게 되고 풀림을 방
지한다.
그림 6. 나이록 칼라 [4,5]
그림 7. U-너트 [6]
그림 8. 나이록사의 나이론 패치 및 풀림방지 성능 [5]
나이록 펠렛에 비해 비용이 적게 드는 방식으로
<그림 8>과 같이 나사산에 나이론 패치 (nylon patch)
를 적용하여 풀림방지를 하기도 한다. 이 방식은 나사
산 길이가 짧거나 펠렛 삽입을 위한 가공 부위에 응력
114
유재한 / 항공우주산업기술동향 16/1 (2018) pp. 111~117
집중이 우려되는 경우에 사용된다. 이 방법은 볼트의
나사산에 주로 적용된다. 고온용 제품은 약 230 °C 까
지 사용 가능하며 반복 사용이 가능하고 볼트 좌면이
모재에서 떨어진 경우에도 풀림 방지 성능이 높게 유
지된다.
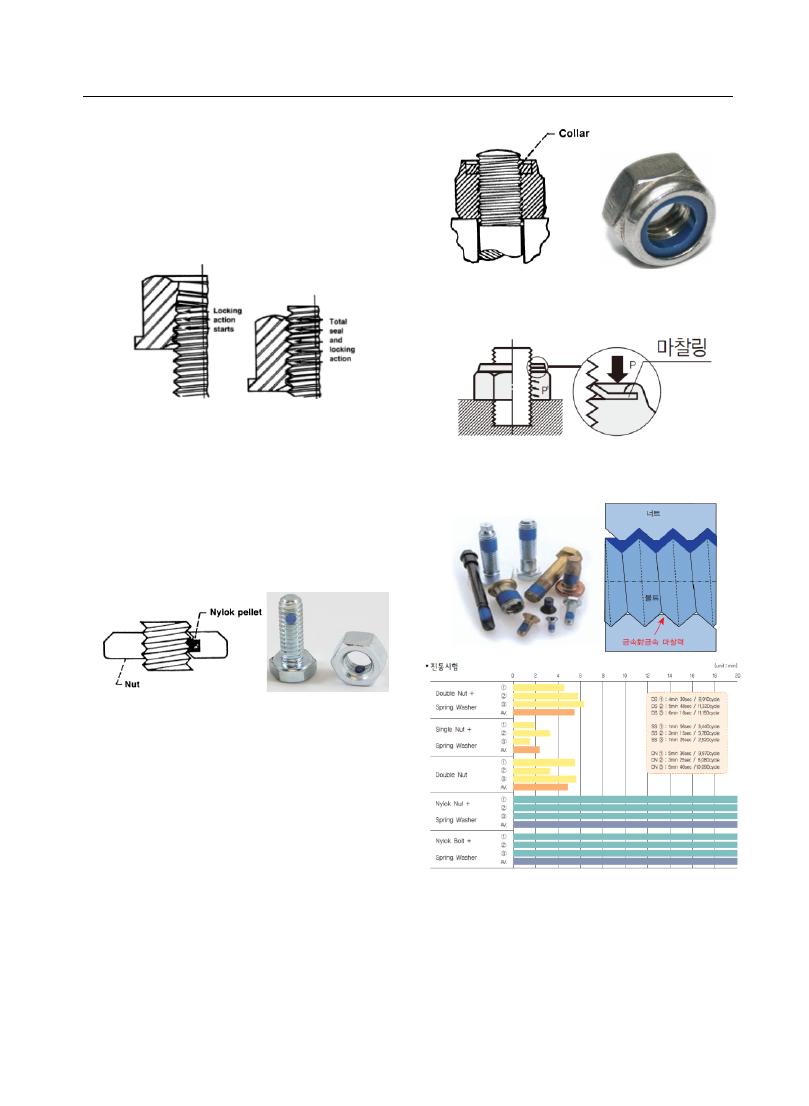
<그림 9>와 같이 캐슬 너트 (castle nut)는 너트에
보통 6 개의 슬롯을 가지며 볼트에는 코터 핀 (cotter
pin) 을 넣을 수 있는 구멍이 있다. 정해진 토크만큼 너
트를 조인 다음 너트를 미세하게 풀거나 조여 가장 가
까운 슬롯과 볼트 홀을 정렬하게 코터 핀을 삽입하여
굽힌다. 이러한 너트는 낮은 토크가 적용되는 베어링
구조물에 많이 적용된다. 그러나 이 방법은 토크를 정
확히 적용할 수 없는 단점이 있다.
그림 9. 캐슬 너트와 코터 핀 [4]
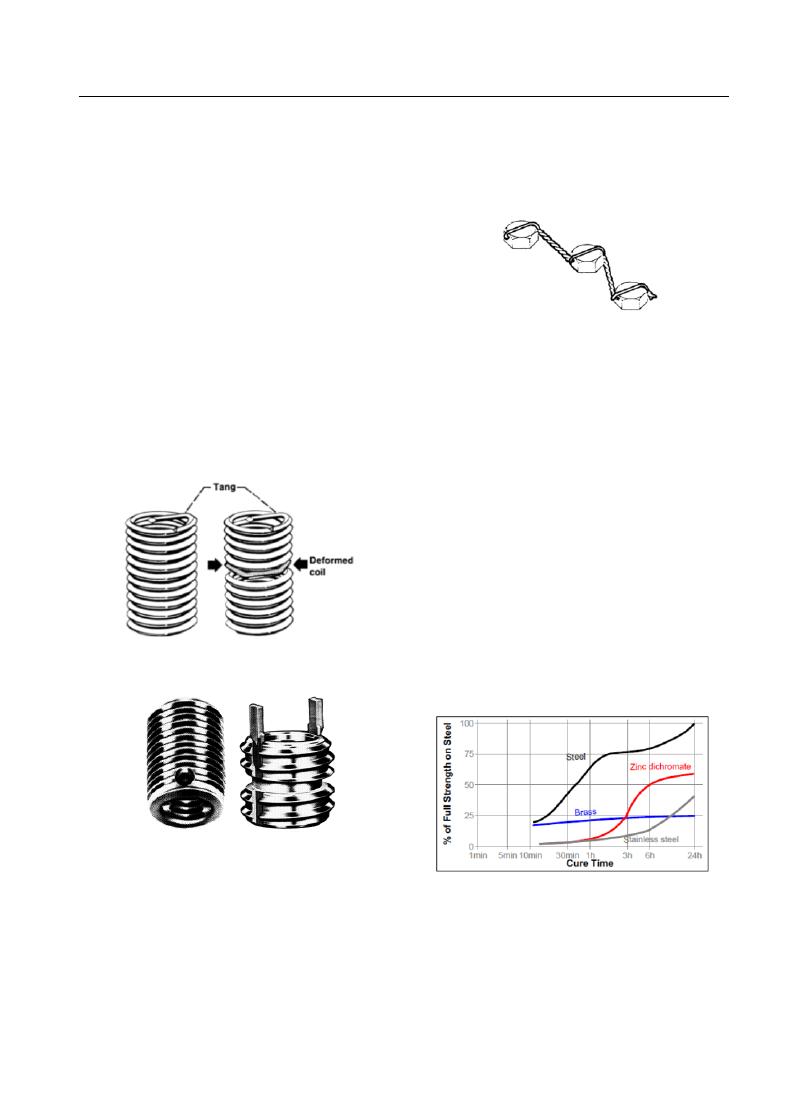
그림 10. 일반 잼 너트 [4] 및 상용 잼너트 [7]
<그림 10>의 잼 너트 (jam nut)는 하나의 너트에 다
른 너트를 연속으로 다시 한번 조여 너트 간 조임력으
로 풀림을 방지한다. 일반적으로 이 방식은 간편한 장
점이 있으나 신뢰성을 예측하기 어려워 잼 너트 보다
는 락너트가 실용적이다[4]. 잼 너트나 락너트는 볼트
의 나사산 길이가 일반 너트보다 더 길어야 하므로 공
간을 더 많이 차지한다. <그림 10>에서는 모재 위에
얇은 너트를 체결하고 굵은 너트를 사용하였으나 이
보다는 굵은 너트를 사용하고 얇은 너트를 사용하는
것이 풀림 방지에 효과적이다[1].
잼 너트에서 변형된 상용품으로 너트의 형상을 변
경한 형태도 있다. 두 개의 너트를 사용하는 것은 잼
너트 방식과 같지만 너트들을 조이면서 너트의 형상
에의해 너트에 변형이 가게 되고 잠금이 되는 방식이
다. <그림 11>과 같이 제조사의 시험에 따르면 일반적
인 잼 너트에 비해 매우 우수한 풀림 방지 성능이 있는
것으로 나타났다[7].
그림 11. 상용 잼너트 풀림 방지 성능 [7]
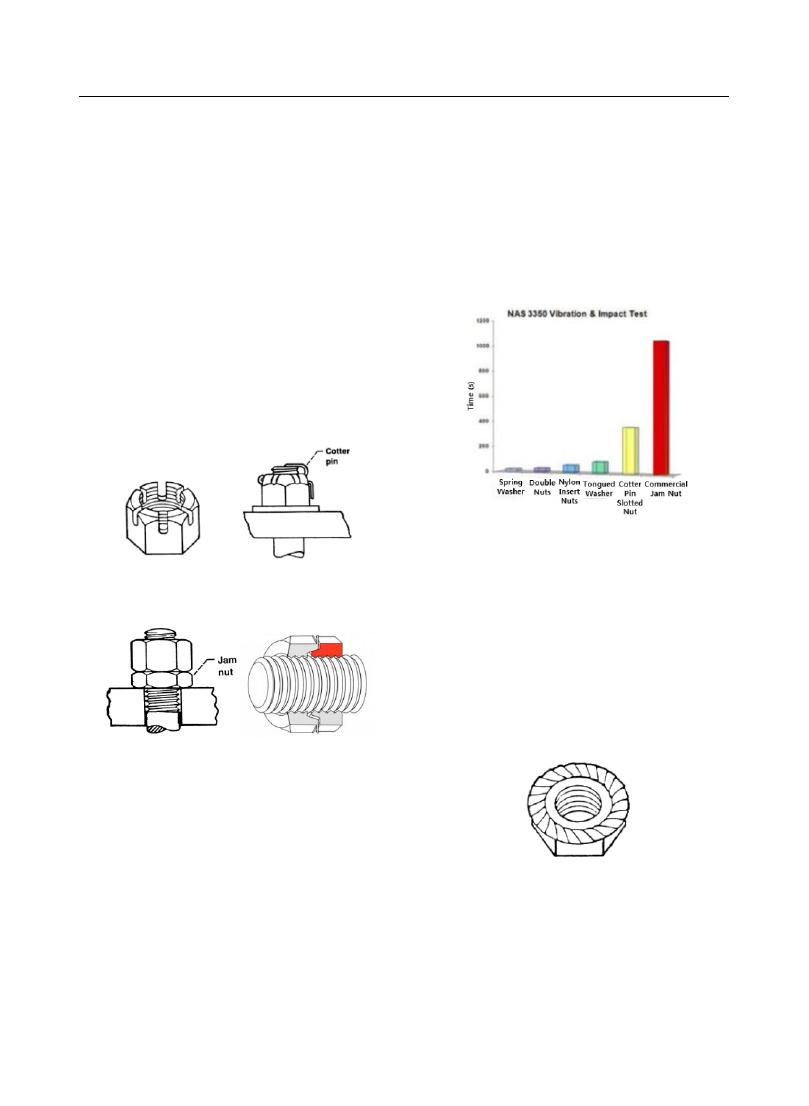
<그림 12>의 톱니면 너트 (serrated-face nut)는 조
임의 마지막 단계에서 상대면을 파고 들면서 고정되
는 방식이다. 이 방법은 와셔와 함께 사용될 수 없으며
흠집이 발생되지 않아야 되는 상대면이나 부식이 우
려되는 상대면에는 사용되지 못한다. 조임토크보다
풀림토크가 큰 것으로 알려져 있으며 진동 저항성이
우수한 것으로 알려져 있다.
그림 12. 톱니면 너트 [4]
2.2 와셔를 이용한 방식
와셔의 주된 목적은 볼트 머리 혹은 너트가 대상물
을 국부적으로 눌러 대상물에 영구적인 변형이 생기
유재한 / 항공우주산업기술동향 16/1 (2018) pp. 111~117
115
는 것을 방지하는 것이다. 또한 조립 과정에서 모재에
손상을 방지하여 부식의 가능성을 낮출 수 있어 주로
내식성 재질이 사용된다.
<그림 13>의 벨빌 (Belleville) 와셔는 풀림 방지보
다는 일정한 인장력을 유지하기 위해서 사용되는 콘
형상의 와셔이다. 이 와셔를 조여서 평평하게 되지 않
은 경우에는 볼트 조인트에서 스프링 역할을 하게 된
다. <그림 14>의 락와셔 (lockwasher)는 나선형 끝이
열려 있는 형태로 보통 와셔 두께의 2 배정도로 되어
있다. 락와셔는 조임 과정에서는 스프링 역할을 한다.
벨빌 와셔나 락와셔와 같은 스프링 와셔 (spring
washer) 는 보통 볼트를 완전히 조이면 일반 와셔와
차이가 없어지고 풀림방지 기능이 거의 없게 된다. 단
지 볼트가 매우 많이 풀려서 스프링 역할을 할 수 있는
상황에서 일부 풀림 방지 기능을 할 수 있다. 최근 추
가적인 연구에 따르면 와셔도 작으나마 풀림 방지 기
능이 있는 것으로 나타났으며 평와셔와 스프링 와셔
가 동등한 수준으로 나타났다[8].
<그림 15>의 별형 락와셔 (star lockwasher) 는 끝
단이 날카로우며 뒤틀려져 있어 조임 과정에서 톱니
면 너트처럼 볼트 머리와 상대면을 파고들어 풀림을
방지한다. 톱니면 너트와 마찬가지로 흠집이 발생되
지 않아야 되는 볼트 머리 및 상대면에는 사용하지 못
한다.
그림 13. 벨빌 와셔 [4]
그림 14. 나선형 락와셔 [4]
그림 15. 별 형 락와셔 [4]
톱니 와셔 (serrated washer) 는 와셔 한면에 톱니
가 있어 풀림을 방지한다. 단점으로는 톱니면에 접하
는 대상물에 톱니로 인한 손상이 발생한다. 톱니 와셔
에서 파생된 상용품으로 <그림 16>과 같이 톱니가 있
는 두 개의 와셔를 이용한 잠금 방식이 있다. 이 방식
은 와셔의 한 면에는 낮은 경사각의 톱니가 있고 다른
한면에는 높은 경사각의 톱니가 있다. 와셔간 경사각
과 나사산의 각도 차이로 인해 잠금 기능이 생긴다. 이
와셔도 볼트 머리 및 조립 대상 구조물에 톱니로 인한
손상이 불가피하다. 이 방법은 재사용이 가능하다.
그림 16. 노드락 이중 톱니 와셔 [9]
그림 17. 혀붙이 와셔 [10]
<그림 17>의 혀붙이 와셔 (tongue washer) 는 모재
및 체결류의 변경 없이 적용할 수 있으며 조립 후에도
손상을 가하지 않는 장점이 있다. 또한 조임 과정에서
토크 변화가 없으며 모재의 영구 변형이 우려되어 와
셔가 사용되어야 하는 부위에 적용되면 최소한의 설
계 변경으로 풀림 방지를 할 수 있다. 플랜지와 같이
인근에 직각으로 경사진 형상이 있는 부위에 쉽게 적
116
유재한 / 항공우주산업기술동향 16/1 (2018) pp. 111~117
용될 수 있으며 모재가 평평한 구간에서는 인접한 체
결류와 연결하여 적용할 수 있다.
2.3 기타 방식
인서트는 내경 및 외경에 나사산이 있는 체결 장치
이다. 비철금속이나 플라스틱과 같은 연재질의 모재
에 강도가 높은 볼트의 체결을 가능하게 하며 손상된
나사산을 수리하는 경우에도 사용된다. 항공우주분야
에서도 중량저감을 위해 연재질에 고강도의 작은 나
사와 인서트를 사용하기도 한다. 인서트는 크게 외부
에 나사산이 있는 것과 없는 것으로 나누어지며 나사
산이 있는 경우는 와이어 나사산 (wire thread), 솔리
드 부싱 (solid bushing) 형태로 나누어진다.
그림 18. 헬리 코일 인서트 [4]
그림 19. 솔리드 부싱 인서트 [4]
<그림 18>의 헬리 코일 (Heli-coil) 로 많이 알려진
와이어 나사산은 다이아몬드 형상의 단면을 가지며
모재의 나사산보다 조금 크게 만들어 억지끼워맞춤
(interference fit) 형태로 조립이 되며 설치 후에 탱
(tang) 은 제거된다. 인서트 중간에 코일에 변형을 주
면 풀림 방지 기능이 생긴다. <그림 19>의 솔리드 부
싱형 인서트는 슬롯이나 나이록 펠렛 혹은 키 (key)를
삽입하는 방식으로 풀림 방지를 한다.
그림 20. 락 와이어 [4]
<그림 20>의 락와이어 (lockwiring) 방식은 볼트 머
리에 구멍을 내서 볼트가 풀리는 방향으로 회전하지
못하게 와이어를 감는 방식이다. 볼트가 한 개인 경우
에는 와이어를 고정시킬 구조물이 필요하며 너트가
있는 경우에는 구멍이 있는 너트에 연결하기도 한다.
볼트머리에 구멍을 내는 추가 가공이 필요하며 락와
이어를 감는 작업에 능숙한 기술이 필요한 단점이 있
다. 그러나 풀림 방지 장치의 구현과 풀림 여부를 쉽게
파악할 수 있으며 설정된 조임토크를 그대로 적용할
수 있다는 장점이 있다. 작업이 다소 번거로우나 항공
우주분야와 같은 높은 신뢰성이 요구되는 분야에 많
이 사용된다[11]. 락 와이어를 이용한 방식은 미세한
풀림을 막지 못할 수 있으며 기밀을 요하는 부위에서
는 누설을 야기할 수 있다.
그림 21. 접착제의 경화시간 및 재질에 따른
풀림 토크 [2]
너트나 와셔에 별도의 장치를 사용하지 않는 방법
으로 접착체를 나사산에 직접 도포하는 방식이 있다.
주로 단일 혼합물 (mixture) 로 공기가 없는 경우에 얇
유재한 / 항공우주산업기술동향 16/1 (2018) pp. 111~117
117
은 막이 굳어지는 혐기성 접착제 (anaerobic adhesive)
를 사용한다. 보통 접착체가 재질에 잘 접착되도록 사
용 전에 프라이머 (primer)를 표면에 코팅하여 경화시
간을 단축시키고 접착력을 향상시킨다. 주의할 점은
<그림 21>과 같이 경화 시간 및 재질에 따라 풀림 방
지 성능이 바뀐다는 점이다.
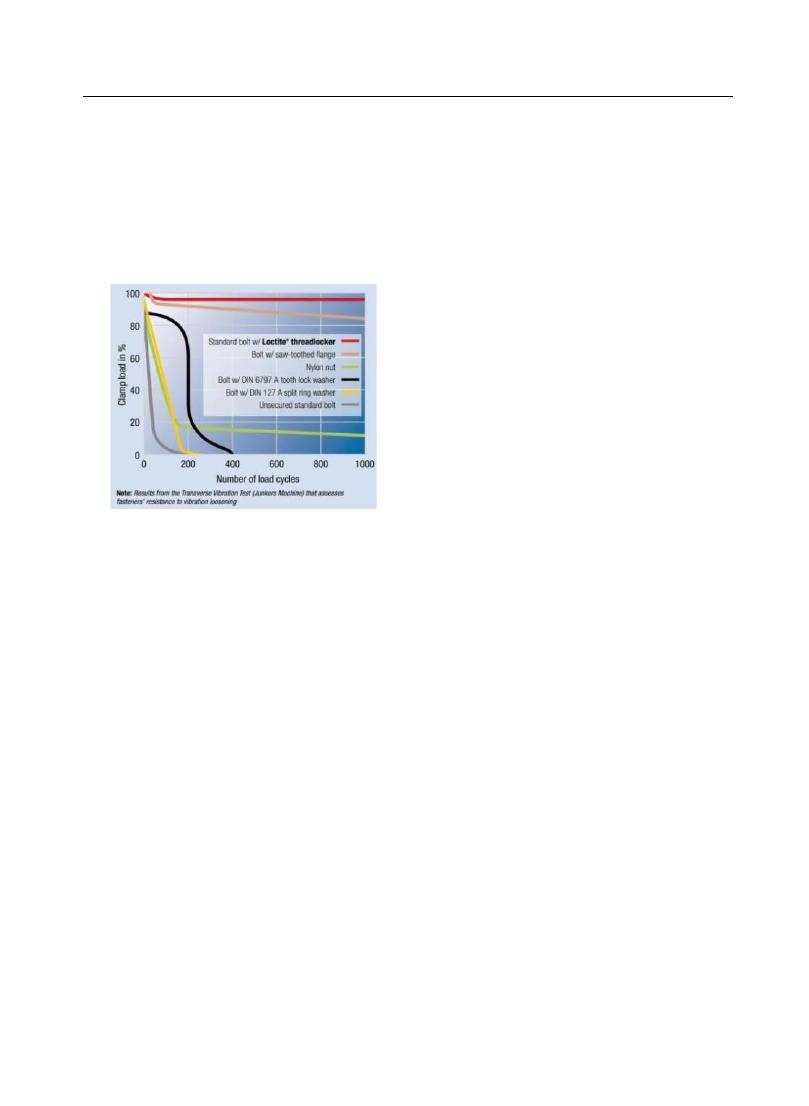
그림 22. 접착제의 풀림방지 성능 [2]
이 방식은 나사산의 기밀을 유지하는 나사산 실런
트 (thread sealant) 의 기능을 가지기도 한다. 그러나
사용 온도에 제한이 있어 최대 230 °C 정도이며 낮은
경우는 보통 90 °C 수준이며 일부 제품은 극저온에서
사용되기도 한다. 대부분의 접착제 상용품들은 영구
적인 혹은 풀림 가능한 제품들이 있으며 풀림토크에
대한 시험값을 제공한다. 가격이 저렴하며 다양한 옵
션의 제품들을 고를 수 있고 쉽게 적용할 수 있는 장점
이 있다. 조립 이후에 적용할 수 있거나 플라스틱에도
적용할 수 있다. 또한 경우에 따라 <그림 22>와 같이 다
른 풀림 방지 제품에 비해 높은 성능을 나타낼 수 있다.
접착제가 유체와 접촉하는 경우 유체와의 적합성
도 검토해야 한다. 특히 액체 로켓 엔진의 경우 추진제
로 액체산소를 많이 사용한다. 액체산소와 직접 접촉
하는 접착제의 경우 접착제가 연료의 역할을 하여 폭
발할 가능성이 있으므로 관련된 시험을 수행해야 한
다. 여기에서 조사된 바에 따르면 현재 서방에서 알려
진 상용품으로 액체산소에 적합성이 시험된 제품은
없다. 단, 저압 가스 산소용으로 MIL-S-46163A 규격
에 맞게 시험된 제품도 있다.
나사산에 접착제를 도포하는 방식은 조립 후 다시
분해할 경우에 나사산에 굳어진 접착제가 남아 있어
여러 번의 재사용이 어려울 수 있다. 또한 유로 내부에
나사산이 있는 경우에는 분해 과정에서 굳어진 접착
제가 떨어져 오염이 발생될 수 있다.
3. 결론
볼트 풀림 방지를 위한 다양한 방법에 대해 조사하
였다. 너트를 이용한 방식으로 분할 보 락너트, 변형
나사산 너트, 경사 나사산 너트, 나이록 펠렛, 락 칼라,
마찰링 너트, 나이론 패치, 캐슬 너트, 잼 너트, 톱니면
너트가 조사하였다. 와셔를 이용한 방식으로는 여러
형태의 스프링 와셔, 락와셔와 톱니형 와셔에 대해 조
사하였다. 또한 인서트, 락와이어와 접착제를 이용한
방법도 조사하였다.
참고문헌
1. http://www.boltscience.com
2. http://www.loctite.com
3. Aerotight catalogue.
4. Richard T. Barrett, NASA Fastener Design
Manual, NASA Reference Publication 1228.
5. http://www.nylok.co.kr
6. http://kr.misumi-ec.com
7. http://www.hardlock.co.jp
8. S. Dravid, K. Tripathib, M. Choukseyc, “Role of
Washers in Controlling loosening of Full
Threaded Bolted Joints”, Procedia Technology 14,
2014, pp.543-552.
9. http://www.nord-lock.com
10. kosha guide, M-41-2012, 한국산업안전보건 공단,
2012.
11. http://en.wikipedia.org/wiki/Safety_wire
